E-step calibratie
In dit voorbeeld ga ik op mijn Ender 3 met behulp van Octoprint de e-steps kalibreren.

Het eerste wat je moet doen is het markeren van een bepaalde hoeveelheid plastic. Ik kies voor 10 cm, maar je kan een andere lengte kiezen. Dan markeer ik ook nog een 1 cm erboven. Dus op 10 en 11 cm. Als je printer meer dan 10 cm afgeeft dan verdwijnt je markering en moet je helemaal opnieuw beginnen, omdat je dan de markering niet kan zien.

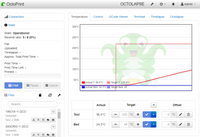
Dan kunnen we beginnen met extruden van plastic. Ga naar Octoprint en dan naar het tabblad Temperature. Je stelt dan bij Tool de gewenste temperatuur in bij het materiaal wat je gebruikt.
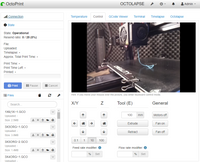
Vervolgens gaan we naar het tabblad Control en stellen bij Tool 100 mm in en klikken op Extrude.
Vervolgens moeten we meten hoeveel er daadwerkelijk ge-extrudeerd is. Stel dat er 8,9 cm aan materiaal is afgegeven. Dan delen we de oorspronkelijke hoeveelheid door de afgegeven hoeveelheid en dat bepaald de factor die er nog bij moet. In dit geval 10/8,9 = 1,124. We weten nu welke factor we moeten gebruiken om de nieuwe e-steps te berekenen. Voor we dat doen hebben we nog wel de huidige e-steps nodig.
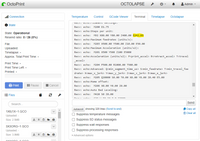
Om de huidige e-steps te vinden moeten we in Octoprint naar het tabblad Terminal. In dit tabblad kunnen we G-code versturen naar de printer. Als we een code sturen dan krijgen we veel gegevens en we moeten zoeken naar de juiste regel. Stuur nu de code M503 naar de printer. Deze geeft de instellingen van de printer weer. We zoeken nu naar de regel met Recv: echo: M92 X***.** Y***.** Z***.** E***.**. De E***.** is de waarde die we nodig hebben. Bij mij is deze E242,89.
De nieuwe waarde voor onze e-step wordt dan 1,124 * 242,89 = 273,00836. Om dit in te stellen geef je de code M92 E273,00. Dan wordt deze ingesteld. Om deze nieuwe opstelling op te slaan typ je M500. Mocht je het willen controleren typ dan weer M503.
Het kan zijn dat je dit soms een paar keer moet doen om het nog nauwkeuriger te krijgen.